
 内容编辑
内容编辑
胎模锻造是直接用坯料或者先经过自由锻把坯料预锻成胎锻所需的形状与尺寸,而后在自由锻设备上利用胎模进行终锻成形的锻造方法。
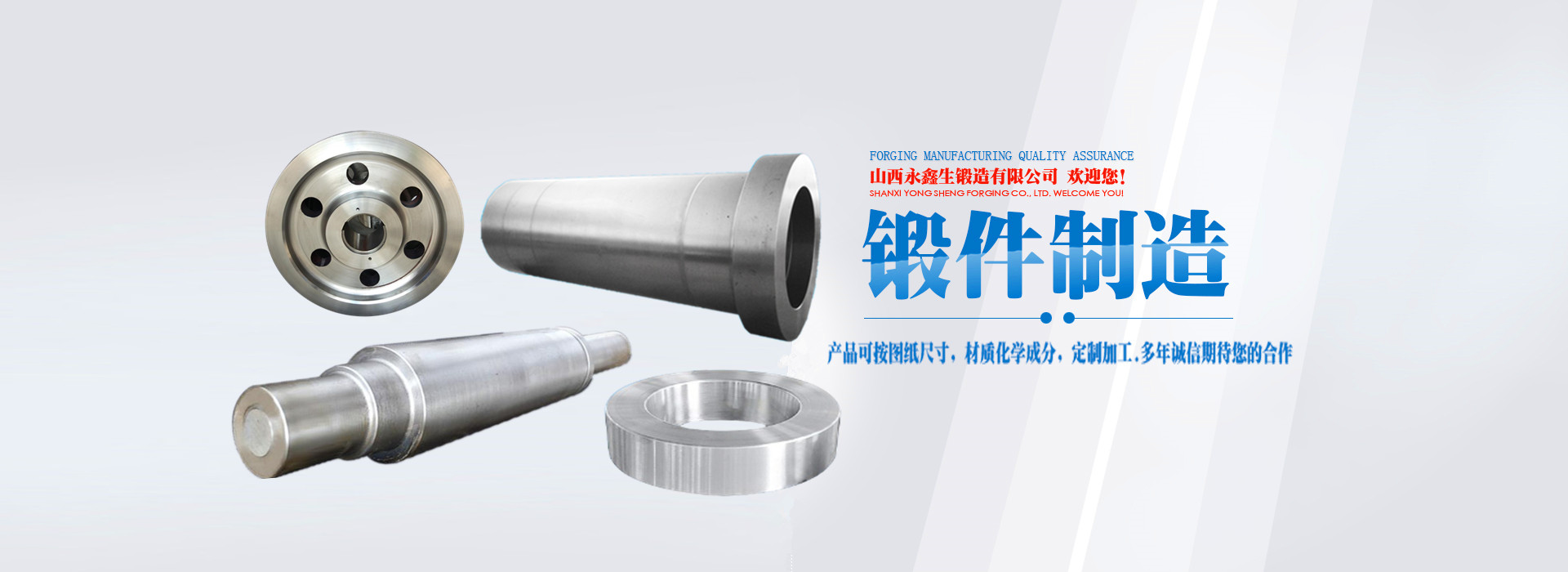
胎模锻除了需要上下平砧及通用锻造工具外,还需要专用的胎模。胎模不固定在锻造设备上,当使用时就放在设备的下平砧上,不用时就卸下来,使用方便,不需要安装、大大节省了试模的时间,工艺操作灵活多样;由于金属变形始终在模膛内完成,车轮锻件形状及尺寸主要有胎模保证,所以可以获得形状复杂以及尺寸要求准确的车轮锻件,而且所需加热的火次及变形工序也减少,因此不但提高了金属材料利用率,而且减少机械加工工时,大大提高劳动生产率。
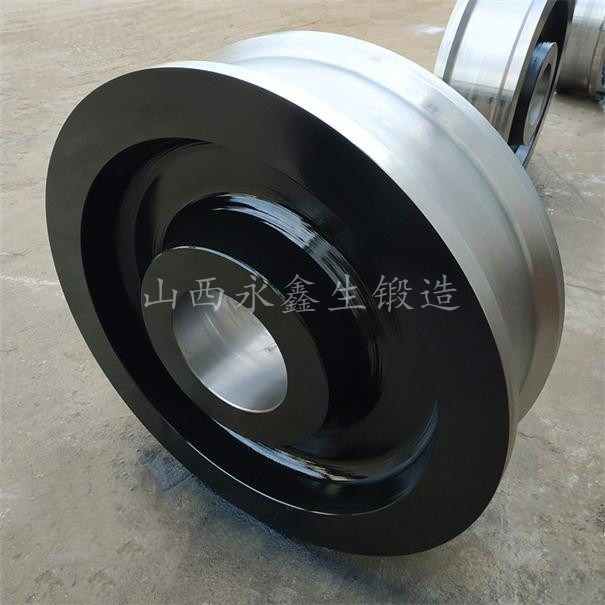
从车轮锻件质量方面来说,在成型过程时由于模具的作用,金属变形受到限制,锻造出来的车轮锻件组织致密,车轮锻件质量相对较好,表面质量也较好,机加工余量也很小,材料的利用率大大提高,生产效率也比较高,而且能够锻造形状较复杂的车轮锻件;而且还可以在小型设备上生产大型车轮锻件,还可以做到局部成型,基于以上优点,胎模锻造已经受到很多厂家的重视和青睐。
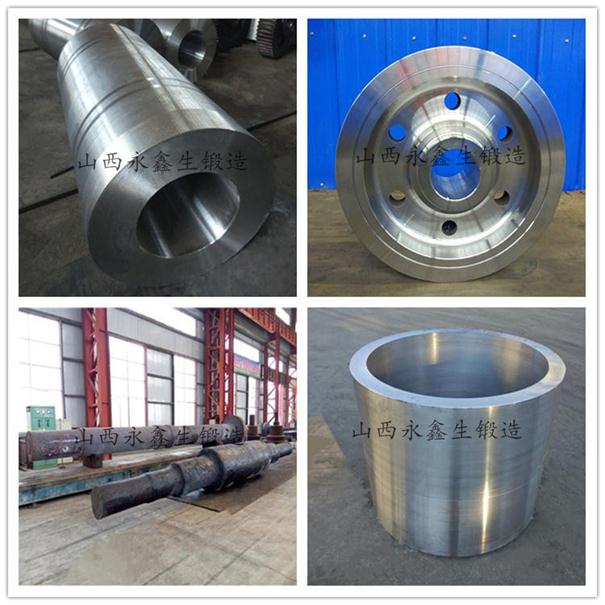
在车轮锻件的自由锻生产中,镦粗是一个非常主要的变形工序。镦粗工艺参数的合理选择,对车轮锻件的质量起着决定性的作用。反复的镦拔不但可以提高坯料的锻造比,同时也可以破碎合金钢中的碳化物,达到均匀分布的目的;还可以提高车轮锻件的横向力学性能,减小力学性能的异向性。
饼类锻件和宽板锻件都是以镦粗为主要变形,且镦粗的变形量很大,但是目前该类锻件的超声波探伤废品率很高,主要因为内部出现了横向内裂层缺陷,然而现行的工艺理论对此不能解释。
为此,从90年代开始,中国学者经过长时间的认真研究,从主变形区以及被动变形区理论出发,对镦粗理论进行深入研究。提出了平板镦粗时刚塑性力学模型的拉应力理论以及静水应力力学模型的切应力理论,与此同时还进行了大量的定性物理模拟实验,并利用广义滑移线法和力学分块法来求解分析工件内部的应力状态,大量数据证明了该理论的合理性和正确性,揭示了利用普通平板镦粗圆柱体时其内部应力的分布规律,进而提出了锥形板镦粗新工艺,建立了方柱体镦粗的刚塑性力学模型。



