
 内容编辑
内容编辑锻后冷却是指结束锻造后从终锻温度冷却到室温的过程。锻造后的车轮锻件如果冷却方法选择不当,在实际生产中某些车轮锻件有时会产生裂纹甚至报废。因此。要重视锻造后冷却方式的选择。
对于一般钢料的小车轮锻件,锻后可直接放在地上空冷,对合金钢车轮锻件或大型车轮锻件,则应考虑合金元素含量和断口尺寸大小来确定合适的冷却规范。否则容易产生各种缺陷。锻后冷却过程常见的缺陷有:裂纹、白点、网状碳化物等。
锻后冷却缺陷产生的原因和防止措施
裂纹:车轮锻件锻后冷却裂纹是由于冷却过程中产生的内应力引起的,按冷却时内应力产生的原因不同有:温度应力、组织应力和残余应力。
温度应力是车轮锻件在冷却过程中内外温度不同,造成收缩不一致而产生。冷却初期表层冷却快.表面收缩受到心部阻碎。在表面产生拉应力,心部产生压应力。随冷却继续进行,如果车轮锻件为抗力较小的软钢,表面微量塑性变形可松弛表面拉应力,冷却后期,表面温度降到常温。心部温度高,继续收缩,表面会阻碍心郎的收缩,结果造成表面为压应力,心部为拉应力,如图3-23(a)所示,这种情况产生内裂的倾向性较大。对于抗力大难变形的硬钢,冷却初期表面拉应力得不到松弛,到了冷却后期心部收缩对表面产生的附加压应力只能降低一部分表面拉应力,不会使温度应力方向发生改变,结果表面仍为拉应力,心部为压应力,如图3-23(b)所示,这种情况产生外裂倾向性较大。
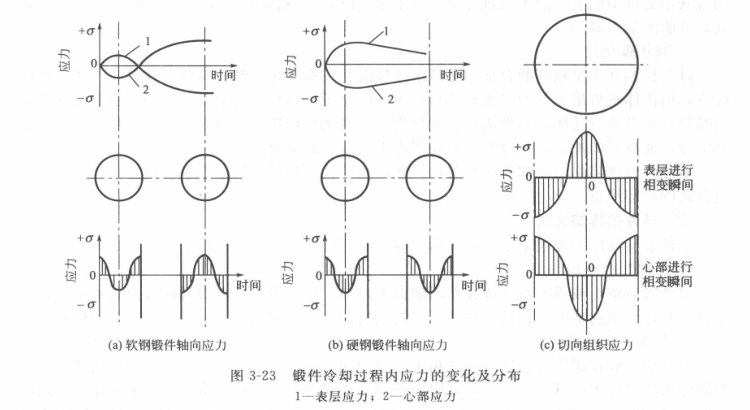
组织应力是车轮锻件在冷却过程中发生相变,表里发生相变的时间和相的比体积不同而产生应力,如马氏体比容要比奥氏体大,当车轮锻件表面冷却到马氏体转变温度时,表面首先发生马氏体转变,而心部仍处于奥氏体态,因此车轮锻件表面体积膨胀受到心部制约,这时产生的组织应力是表面受压应力,心部为拉应力,如图3-23(c)所示,心部组织的塑韧性较高,通过局部塑性变形可以缓和上述应力。但当心部发生马氏体转变时,心部体积膨胀,受到表面的阻碍,引起表面为拉应力,心部为压应力。实际生产中车轮锻件尺寸越大,热导率越小,温度应力和组织应力越大。
残余应力是车轮锻件在成形过程中,因变形不均匀、加工硬化而引起的应力,未能及时得到再结晶软化而消除,锻后仍保留在车轮锻件中的应力。当这三种应力叠加超过钢材的强度极限时,会在车轮锻件相应部位产生裂纹,如内部内裂、表层外裂。因此,锻好的车轮锻件不能随意冷却。如含碳量较高的钢在700℃以下不能快冷,需要进人缓冷坑缓冷,中低碳钢、中小型车轮锻件和低合金钢车轮锻件可采用空冷。
白点:车轮锻件锻后冷却不当可能会产生白点,白点是钢中的氢和内应力共同作用在车轮锻件内部形成的一种极细小的脆性裂纹,在钢的纵向断口上呈圆形或椭圆形的银白色斑点。合金钢中的白点色泽光亮,碳素钢较暗。白点的尺寸由几毫米到几十毫米。从显微组织上观察,白点附近区域没有发现塑性变形的痕迹。因此,白点是纯脆性的,白点不仅导致力学性能急剧下降,而且在热处理淬火时会使零件开裂,或零件在使用过程中发生延迟破坏而突然断裂。因此,车轮锻件中不允许存在白点缺陷。白点多发生在珠光体组织和马氏体组织的合金钢中,碳素钢程度较轻,奥氏体、铁素体组织的钢和莱氏体合金钢极少发现白点缺陷。
为防止白点缺陷,热处理时可采用铁素体区等温处理,使氢逸出,因为氢在α-Fe中溶解度要小于在γ-Fe中溶解度,在所有温度下氢在α-Fe中扩散系数都远大于γ-Fe中的扩散系数,因此在铁素体区等温处理有利于氢的逸出。对于碳钢可在620~660℃等温处理,对于白点敏感性较高的合金钢可先进行280~330℃等温处理后然后升温至580~660℃等温处理,均可减小车轮锻件中的氢。随着目前熔炼技术的提高和炉外精炼技术应用,材料中氢的含量降低,氢脆的危害减少。

网状碳化物:过共析钢和碳量较高的合金钢终锻温度较高并在锻后缓冷时,特别是在区间缓冷,奥氏体将析出大量的二次碳化物,由于碳原子具有较大的活动能力和足够的时间扩散到晶界,便沿着奥氏体晶界形成网状碳化物。当网状碳化物较严重时,用-般热处理方法不易消除,使材料的冲击韧性降低,热处理淬火时常引起龟裂。
上述各种缺陷均与冷却速度有关,因此防止车轮锻件冷却过程缺陷产生的措施之一是锻后制定合适的冷却规范。



